

Soft goods – cases, bags, vests, medical wearables, and protective covers – require an industrial design process that treats aesthetics, materials, and assembly as interconnected engineering problems.
The soft goods industrial design process begins with measurable requirements and ends with repeatable factory instructions that protect performance, cost, and schedule.
We outline the decisions, documents, and factory checks that prevent “the sample looks good, production fails” outcomes and carry a prototype through pilot runs to scalable cut-and-sew manufacture.
What “Industrial Design” Means in Soft Goods
Soft Goods Design Is a System, Not a Sketch
Design for soft goods requires defining user interfaces, environmental exposure, load paths, wear points, cleaning regimes, and storage constraints. A sketch communicates form; a system-level design communicates how layers stack, how reinforcements distribute loads, and how serviceability and cleaning will be executed in the field.
The Biggest Failure Point: Design That Ignores Production
A prototype built by hand can hide labor-heavy operations or impossible turning sequences. When we transfer a prototype to production, the hidden costs are labor minutes, tooling needs, and yield loss. Early factory input avoids late-stage rework that increases per-unit cost and delays qualification.
Step 1: Discovery and Requirements That Engineers Can Use
Define Users, Use Cases, and Environments
- Field conditions: temperature range, UV exposure, chemical contact, and cleaning agents.
- Operational profile: continuous wear, intermittent transport, shock or drop exposure.
- Maintenance: frequency and method of cleaning (wipe-down, autoclave, harsh solvents).
Capture Loads, Interfaces, and Constraints
Record device dimensions, cable exits, operator reach distances, access frequency, and weight limits. Specify maximum load-bearing points (for example, a 15 lb mounted instrument or a 50 lb payload sling) and identify which attachments must remain removable versus permanently sewn.
Set Measurable Success Criteria
- Drop performance: number of drops and acceptable functional failure modes.
- Zipper cycle life: target zipper cycles for service life.
- Ingress or cleanability: target IP-like resistance or approved cleaning process compatibility.
Deliverable checklist
Step 2: Concept Development With Real-World Construction in Mind
Translate Needs Into Features, Then Into Construction
Turn functional needs into construction decisions. A “padded compartment” becomes a choice of foam density, stitch spacing, and attachment method. An access requirement dictates zipper orientation, flap geometry, or magnetic closures. Each feature translates directly to operations on the production floor.

Early Trade-Offs: Durability, Weight, Cost, and Serviceability
Every added pocket, interface, or layer increases labor minutes and potential failure points. We quantify trade-offs in labor time and material cost early so product teams can decide whether a feature’s field benefit justifies its production impact.
Preliminary Material and Hardware Direction
Specify families of fabric and hardware rather than fixed part numbers at first pass: for instance, 500–1,000 denier abrasion-resistant woven for exterior shells; closed-cell foam 3–6 mm for padding; low-profile YKK-style coil zippers for repeated access. Early hardware choices also expose lead-time risks.
Step 3: Prototyping That Actually De-Risks Production
The Three Prototype Types You Should Plan For
- Looks-like (form/fit): validates dimensions and ergonomics.
- Works-like (function): verifies access, retention, and load behavior.
- Production-intent: follows intended construction sequence, materials, and stitch specifications to reveal assembly issues and cycle times.
What To Test on Soft Goods Prototypes
- Dimensional fit with the actual device and cables — not just CAD overlays.
- Access and serviceability under representative field scenarios.
- Abrasion and seam stress on expected wear zones.
Prototype Feedback Loops and Change Control
Formalize revisions. We track versioned sketches, pattern changes, and material swaps so that a late “random tweak” does not invalidate earlier cost or lead-time estimates. Two identical production-intent samples serve as the baseline for quality and inspection.
For manufacturers that require rapid iteration, our prototype flow typically follows:
concept review → pattern design → material selection → prototype build → targeted testing → approved sample pair.
This sequence keeps production-intent issues visible early.
Step 4: Materials and Component Sourcing Without Surprises
Material Selection That Matches the Use Case
Match fabric properties to the environment: abrasion resistance for high-wear exteriors, coated substrates for liquid resistance, low-pile laminates for EMI-sensitive applications, and foam compression set ratings for repeated load. Specify acceptable finishes and tolerance ranges so that substitutes remain within design intent.

Hardware and Trims Are Often the Schedule Risk
Lead times for buckles, slides, custom-molded parts, and branded zippers can exceed fabric deliveries. Build approved alternates and critical “do not substitute” items into the bill of materials to prevent last-minute rework or color mismatch.
Build a BOM Production Can Execute
- Material spec (composition, denier/yarn, coating)
- Supplier name and part number
- Finish and color code
- MOQ and typical lead time
- Approved alternates and substitution rules
Step 5: Technical Documentation and the Production Handoff Package
What Goes in a Soft Goods Tech Pack
- Flat sketches with full measurements and tolerances
- Stitch type and stitch count per inch for each seam
- Seam allowances and reinforcement callouts
- Placement and orientation drawings for hardware and labels
- Packing and labeling instructions
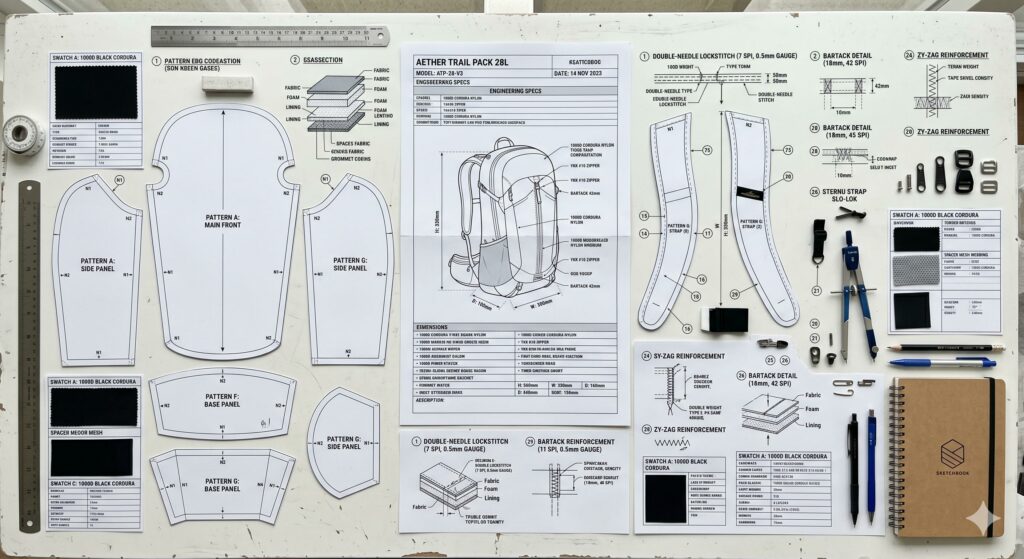
Patterns, Seam Specs, and Construction Notes
Patterns must reflect material behavior. Stretch, thickness stack, and directional nap affect how pieces align and how seams turn. Call out stacking order where multiple layers meet and specify stitch-length adjustments when sewing coated fabrics or foam-backed substrates.
Quality Plan Basics for Soft Goods
Define in-process checks (critical seams, hardware torque/wrap, zipper function) and final inspection points with clear defect definitions. For medical or mission-critical programs, provide production lot traceability and retain two golden samples per lot as a reference.
Step 6: Design for Manufacturability in Cut-And-Sew
Cut-And-Sew vs Contract Sewing: Why It Matters in Design
Cut-and-sew emphasizes raw-material cutting and panel assembly in a line-balanced workflow; contract sewing focuses on repeatable stitching and component build. Design decisions that increase cutting complexity or require specialty sewing operations increase lead time and cost. Identify which operations will be performed in-line and which require a sub-process.

The Most Common DFM Issues in Soft Goods
- Stitch access: inaccessible internal seams that cannot be sewn or inspected
- Excessive layer build at seams causing skipped stitches or needle failure
- Poor hardware placement that interferes with turning or topstitching
- Inconsistent tolerances across patterns causing fit issues in final assembly
Simplify Without “Cheapening” the Product
Reduce operations by standardizing components, combining features when possible, and specifying modular inserts. Standardization lowers training and inspection burden while preserving durability when engineered correctly.
Step 7: Pilot Runs, Validation, and Scaling To Full Production
The Pre-Production Sample and the “Golden Sample”
Lock a golden sample that represents the production-intent construction and materials. Use that sample as the acceptance standard for pilot runs, incoming inspections, and first-article approvals.
First-Run Learnings: Labor Minutes, Yield, Rework
Pilot runs expose true labor minutes per unit, common rework causes, and yield rates. We capture cycle times and change the bill of operations or tooling to improve throughput. Document every adjustment and update the tech pack accordingly.
Quality Systems and Traceability When It Matters
For regulated or mission-critical programs, document lot traceability for key materials and components and maintain process records that support customer audits. We structure our processes to support customers operating within ISO 13485 quality frameworks and to provide the documentation and traceability medical OEMs require.
What Makes Fieldtex Cases Different in the Soft Goods Design Process
Prototype-To-Production Support, Not Just Sewing
We work with product teams from early concept through pilot runs, providing pattern engineering, material sourcing guidance, and production-intent prototyping. Our factory feedback focuses on minimizing operations that add risk while preserving required function and service life.
Built for Mission-Critical Soft Goods
We support military and medical programs that require documented controls, Berry Amendment-compliant material sourcing where required, and FDA-registered processes. Our approach emphasizes traceability, controlled change history, and clear handoffs that auditors and contract engineers can verify.
Scalable U.S. Manufacturing with Documented Capabilities
Operating from an 86,000 sq. ft. U.S. facility with 125+ skilled operators and a 48-hour quote turnaround, we scale prototypes to production runs while keeping lead times and substitution risk visible to program teams. For work that requires rapid iteration, our prototype workflows align with production realities so pilot runs are predictive, not experimental.
Request a Quote
Ready to move from sketch to repeatable production? If you have a concept, sketch, or tech pack, send it to us for a feasibility review. We provide prototype services, production-intent sampling, and U.S.-based cut-and-sew manufacturing support.
Frequently Asked Questions
How Long Does the Soft Goods Industrial Design Process Take?
Timelines vary by complexity. Simple form-and-fit projects can move from requirements to production-intent sample in 4–6 weeks.
Complex, validated medical or mission-critical programs requiring traceability, cleaning validation, or special hardware typically run longer and include additional test and documentation milestones.
What Do I Need Before I Contact a Manufacturer?
Bring use-case descriptions, device interface dimensions, environmental constraints, and any regulatory or serviceability requirements. Early sketches and reference samples are useful, but the most valuable items are measurable success criteria—what do you need the soft good to do, for how long, and in what conditions?
What’s the Difference Between a Prototype and a Production-Intent Sample?
A prototype validates concept and basic fit. A production-intent sample follows the intended materials, construction sequence, and hardware so the factory can confirm cycle times, yield, and real-world assembly issues. Production-intent samples are the basis for the golden sample used in pilot runs.
What Should Be Included in a Soft Goods Tech Pack?
A practical tech pack contains flat sketches with tolerances, pattern files, stitch specifications, material and hardware part numbers and approved alternates, a bill of operations, and inspection criteria tied to a golden sample.
How Do I Reduce Cost Without Losing Durability?
Target cost reductions at the operation and component level: reduce unique parts, replace custom trims with standardized equivalents, and simplify assembly steps that add disproportionate labor minutes. Test changes with production-intent samples and pilot runs so that savings do not degrade functional life.